1. Advantages In Nature
High Optical Clarity — Delivers strong light transmission for lenses, light guides, and optical encapsulation.
Anti-Yellowing & UV Stability — Maintains transparency under long-term light/UV exposure, reducing yellowing and haze over time.
Wide Temperature Tolerance — Performs reliably in high-heat applications and during thermal cycling (e.g., high-power LEDs, automotive lighting).
Excellent Mold Replication — Accurately reproduces complex geometries and micro-features for precise beam shaping and optical consistency.
2. Typical Products
TIR Lenses (Total Internal Reflection Lenses) — Controls beam angle and improves optical efficiency for LED spotlights, downlights, and automotive lighting.
Secondary LED Optics (Collimators / Beam Shaping Lenses) — Shapes and smooths the light output to achieve uniform illumination and reduce glare.
Optical Encapsulation / Potting (LED & Optoelectronic Modules) — Protects chips and sensitive components from moisture, heat, and chemicals while maintaining high transparency.
Light Guides / Light Pipes — Transfers and distributes light to indicators, ambient lighting, and compact assemblies with consistent brightness.



3. Optical Silicone Products Manufacturing
3.1 Liquid Silicone Injection Molding (LIM) — the main production method
Most optical silicone parts are produced by LSR injection molding (LIM), which includes precise metering/mixing, injection filling, and in-mold curing. It enables stable mass production and accurate replication of micro-features.
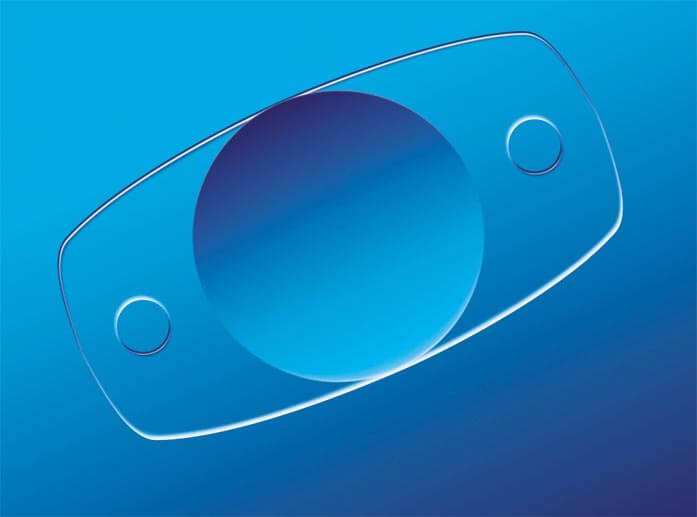
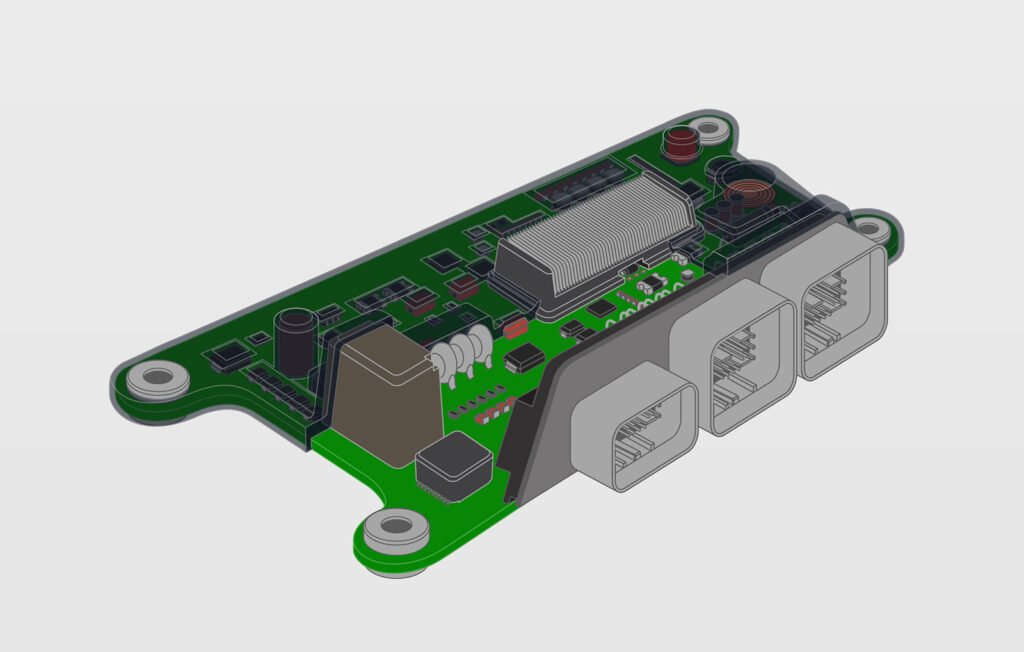
3.2 PCB overmolding
LIM can also be used for PCB overmolding, molding optical silicone directly onto a PCB to combine optical shaping + sealing/protection in one integrated part.
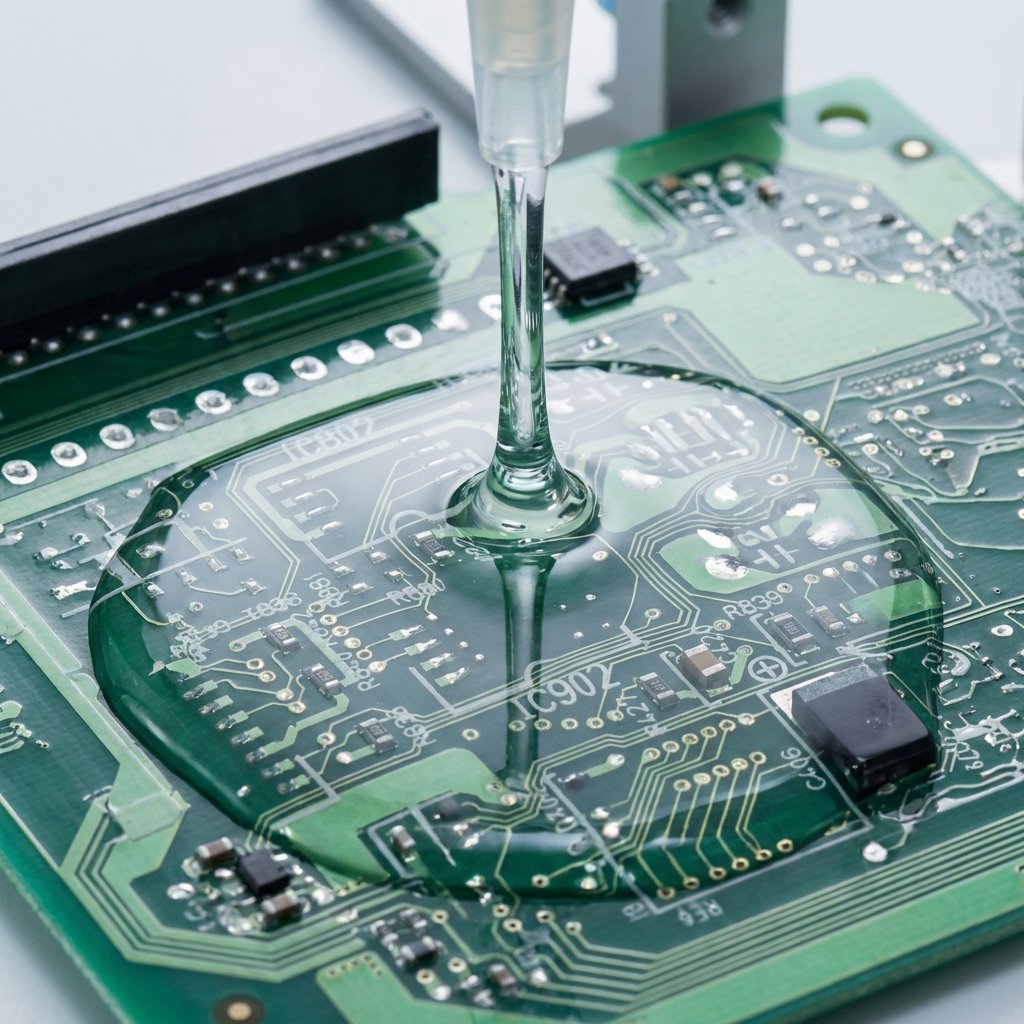
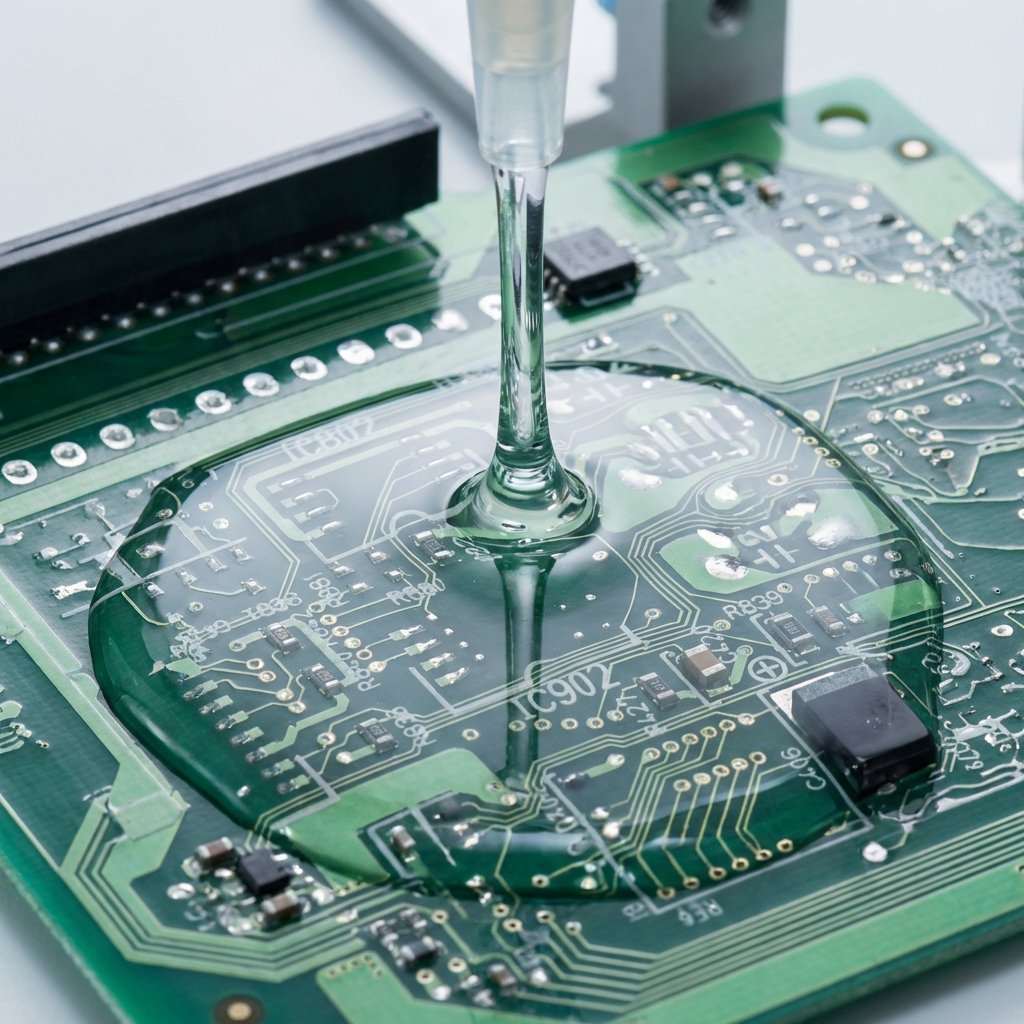
3.2 Optical Silicone Encapsulation / Chip Encapsulation (High Refractive Index)
This type of optical silicone encapsulation is typically a 2-part (A/B) high-refractive-index silicone designed for LED secondary packaging / SMD chip encapsulation, and it can be mixed with phosphor powder when required. The process starts with accurate ratio mixing (e.g., A:B = 1:10), followed by thorough vacuum degassing to eliminate bubbles for optical clarity. The degassed material is then dispensed onto LED brackets or frames (commonly PPA / PCT / EMC types such as 4014, 3006, 2835, 3030, typically ≤ 1 W). To prevent bubbles caused by moisture, substrates are often pre-baked (e.g., 150°C for 0.5 h) before dispensing. Curing is usually done in stages, such as 80°C for 1 h + 150°C for 3 h (production schedules may be extended for larger batches).
Note: These high refractive index encapsulation grades are often formulated with higher hardness (e.g., Shore D range) for shape retention and optical stability, and the material cost is typically higher than standard silicone potting compounds.

3.3 Additive Dosing & Process Control (Tint, Diffusion, Modifiers)
This is not a standalone process—it’s a formulation and process-control step used during LIM or potting/dispensing. Controlled additives (tint, diffusion agents, UV/heat stabilizers) are added via in-line dosing or pre-mixing to keep optical effects consistent and reduce batch variation (e.g., color shift or uneven diffusion).
4 What Makes Optical Silicone Injection Molding Difficult
Tool polishing & surface quality — Optical cavities often require mirror-level polishing. Minor tool marks, scratches, EDM traces, or imperfect parting lines can appear as haze, glare, or distortion once light passes through the part.
Material characteristics — Optical-grade LSR is formulated for high clarity and low yellowing, and it can be more sensitive to contamination, micro-bubbles, and internal stress. Small variations in mixing, handling, or storage can directly impact transmittance and haze.
Cure behavior and post-curing requirements — Because optical LSR formulations differ from standard LSR, curing behavior may not match typical cycle settings. Some projects require extended curing profiles and even long post-curing (secondary vulcanization) in specialized ovens to achieve optical stability and reduce volatiles or long-term yellowing.
Mold design constraints — Gate type/location, flow balance, venting/vacuum strategy, and runner design are critical. Poor design can lead to weld lines, flow marks, trapped air, or uneven cure—each becoming an optical defect.
Environmental and cleanliness control — Optical parts are highly sensitive to dust and particles. Clean-room or dust-controlled production, disciplined material handling, and strict mold/part protection are often necessary to keep defect rates low.
5. Optical performance & durability testing
5.1 Transmittance & Refractive Index Testing
Instruments: a UV–Vis spectrophotometer (or spectrophotometer with an integrating sphere for total transmittance) for % transmittance vs. wavelength, and an Abbe refractometer or digital refractometer for refractive index (nD).
Method: molded samples are prepared at a controlled thickness (commonly 1–2 mm or as specified by the optical design). Transmittance is measured across the target wavelength range (e.g., visible spectrum), and refractive index is measured at a defined temperature (typically 20–25°C). Results are compared against project specifications and used to confirm optical clarity and design targets.
5.2 UV Aging / Weathering Cycle Testing
Instruments: a UV weathering tester (e.g., UVA/UVB fluorescent UV chamber) or a xenon arc weatherometer to simulate sunlight, often combined with controlled temperature and humidity.
Method: samples undergo repeated exposure cycles (UV irradiation + temperature/humidity steps) for a defined duration (e.g., hundreds to thousands of hours, depending on requirement). After each interval, parts are re-checked for transmittance loss, haze increase, and yellowing—typically using a spectrophotometer and/or haze meter, plus visual inspection for surface defects and discoloration.
6. Our Services
Comprehensive Testing Capability — Equipped for optical and durability verification, including transmittance and refractive index measurement and UV aging / weathering cycle testing, plus appearance and defect inspection aligned with your specifications.
Optical-Grade Materials Supply & Engineering Support — We source optical silicone materials from leading global suppliers such as Shin-Etsu and WACKER, and our in-house material R&D engineers help tailor material selection and processing to meet a wide range of optical silicone product requirements.
LSR Mold Design & Tooling Manufacturing — Full capability from DFM to optical-surface tooling, including gate/vent/vacuum strategy and mirror-finish polishing to support stable clarity and micro-feature replication.
Optical Injection Production Environment — Beyond a standard clean room, we operate a production workshop specifically managed for optical-grade LSR molding, with strict contamination control and handling procedures to reduce bubbles, particles, and surface defects.
Multiple Process Options — We support different manufacturing routes based on your product design and application: standard optical LIM molding, LED PCB overmolding, and optical encapsulation/potting for modules and assemblies.
Complete Processing Equipment — A full set of production equipment for metering/mixing, molding, dispensing, vacuum degassing, curing, and finishing—enabling consistent output from sampling to mass production.